我公司是专业的换热器管板加工厂商。在换热器管板制造过程中,钻孔是一道工作量大且有一定难度的工序。一块管板上要加工上千个孔。且孔的尺寸精度、位置度、垂直度和孔径表面粗糙度都有一定的要求。对于长径比小于4的孔,在摇臂钻床上用普通麻花钻一次钻削完成,可达到精度要求。随着管板厚度尺寸的增大,难度就随之增大。现将换热器管板深孔的钻削加工介绍如下:
1工件的钻削要求
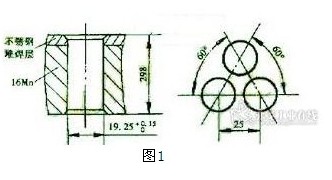
需加工的管板厚度298mm(见图1).材料为16Mn+堆焊不锈钢。过渡层用3O9L焊材,堆焊厚度3mm;面层用347L焊材.堆焊厚度3mm。管板钻孔后,≥96%的孔桥宽度必须≥3.4mm,≤4%(且不超过5个孔)的最小孔桥宽度≥2.75mm。
2钻削加工
2.1工件装夹
在Z30100摇臂钻床工作台上放4个等高垫铁,使工件下端面离开工作台有一定间隔.工件装夹尽量靠近机床立柱,然后在钻床主轴上装百分表,沿摇臂方向和垂直于摇臂的方向检查工作平面的实际高度差.用加薄垫的方法将工件外缘处的差值调整到0.03mm以内,压紧后再检查一次。
2.2钻削加工
为保证孔桥位置的精度,采用钻模定位,先将钻模板上的定位刻线对准工件中心线后把钻模板连同工件压紧。
钻孔采用三次分段钻削然后铰削的方法,保证孔径的垂直度和尺寸精度。钻孔时先用短的钻头将所有的孔钻出定位孔,然后取掉钻模板,第一次用较短的钻头钻深约100~120mm,然后换长刃钻头钻深约190~210mm,最后用抛物线槽形的钻头钻通。
钻削用量:n=315r/min,f=0.32~0.4mmm/r;
铰削用量:n=450r/min,f=0.5mm/r。
2.3钻头刃磨
钻削深孔时排屑是关键,容器钢和不锈钢的韧性都较大.切屑易变形.若堵在容屑槽内,易划伤孔壁,影响表面粗糙度。为了使麻花钻头也能顺利排屑,必须对钻尖外形进行修磨。
锋角比标准麻花钻大,约在130°~140°之间。锋角增大,刃部的切削扭矩减小,切屑变厚、宽度减窄.切削变形减小而使切屑平直。
横刃将横刃修短,可使这部分刃口的前角也比原先的增大,可改善钻心部分的切削情况,减少钻削时的挤压现象,降低钻孔轴向力,可适当增大进给量并进步钻头耐用度。修磨横刃是公道使用麻花钻头,进步钻削性能的一个重要手段。
后角钻头的切削刃是绕主轴旋转的,切削刃上每个点的后角是不相等的,钻头在旋转的同时,还有轴向进给,这个活动的合成就使钻头的实际工作后角比刃磨后角要小,而后角的减少在进给量不变的条件下,随钻削刃半径的减小而增大,进给量越大.减少值越大。因此,增大钻芯部分的后角是非常必要的,钻刃上磨有分屑槽后,钻芯部分的后角就可以单独刃磨了。
a) 普通麻花钻头b)抛物线槽形钻头
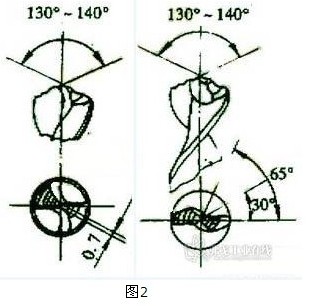
分屑槽采用双刃分屑槽,在进给量不变的情况下,可以减小切屑宽度和加大切屑厚度。根据切削原理知道:切屑宽度对切削力的影响比切屑厚度大。因此.在相同的切削面积时,窄而厚的切屑比薄而宽的切屑省力。分屑后切屑成直条,排屑时速度快,还可以把部分细碎的带状切屑带出,并使切屑之间、切屑与孔壁之间的相互摩擦、挤压现象减少。直条切屑所占的空间面积小.有利于冷却液进进。最后用抛物线槽形钻头将孔钻通(见图2),它与麻花钻相比有很多优点。首先是钻芯增厚,进步了钻头的刚性;其次螺旋角增大,容屑槽加宽.使切屑区的容屑空间增大,冷却条件得到改善。刃磨时,钻尖采用十字刃磨法.缩短横刃,减少轴向力;钻尖部分采用群钻形式,增大锋角。双刃分屑,使较窄的切屑沿钻头容屑槽根部直线排出。
冷却题目摇臂钻床的冷却是用泵将冷却液抽出直接浇注到孔口,自然流进孔内进行冷却的。钻孔开始时,可以充分冷却。钻到一定深度后.由于切屑排出方向与冷却液流向相反,冷却液流到切削区的量逐渐减少,孔越深这种现象越明显.为了保证钻头耐用度。在钻削过程中,根据不同的工件材质选择切削用量,摸索出每次钻深尺寸,然后提钻,可解决排屑与冷却的题目。
3结论
采用三次钻孔后铰孔的工艺所钻的管板孔,孔径尺寸和孔桥宽度完全符合图纸要求。
|

 皖公网安备 34112402000282号
皖公网安备 34112402000282号