¬ίΈΤΒΡΦ”ΙΛΖΫΖ®ΚήΕύΘ§…ζ≤ζ÷–”ΠΗυΨίΙΛΦΰΫαΙΙ–ΈΉ¥ΓΔ¬ίΈΤ―ά–ΆΓΔ¬ίΈΤΒΡ≥Ώ¥γΚΆΨΪΕ»ΓΔΙΛΦΰ≤ΡΝœΓΔ»»¥Πάμ“‘ΦΑ…ζ≤ζάύ–ΆΒ»“ρΥΊά¥―Γ‘ώΦ”ΙΛΖΫΑΗΓΘ
1.≥Β¬ίΈΤ
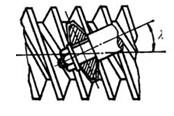
≥Β¬ίΈΤ «¬ίΈΤΦ”ΙΛΒΡΜυ±ΨΖΫΖ®Θ§Τδ÷ς“ΣΧΊΒψ « Ι”ΟΆ®”Ο…η±ΗΘ§ΒΕΨΏΦρΒΞΘ§Ω…Φ”ΙΛΗς÷÷–ΈΉ¥ΓΔ≥Ώ¥γΦΑΨΪΕ»ΒΡΡΎΓΔΆβ¬ίΈΤΘ§ΧΊ±π ”ΎΦ”ΙΛ≥Ώ¥γΫœ¥σΒΡ¬ίΈΤΘ§ ”Π–‘ΙψΓΘΒΪ «Θ§≥Β¬ίΈΤΒΡ…ζ≤ζ¬ ΒΆΘ§¬ίΈΤΒΡΦ”ΙΛ÷ ΝΩ»ΓΨω”ΎΜζ¥≤ΓΔΒΕΨΏΒΡΨΪΕ»ΦΑΙΛ»ΥΒΡΦΦ θΥ°ΤΫΘ§Ι ”ΎΒΞΦΰ–Γ≈ζ…ζ≤ζΓΘΒ±…ζ≤ζ≈ζΝΩΫœ¥σ ±Θ§≥Θ≤…”Ο¬ίΈΤ αΒΕΫχ––≥Βœς¬ίΈΤΘ§ αΒΕ Β÷ …œ «“Μ÷÷Εύ≥ίΒΡ¬ίΈΤ≥ΒΒΕΘ§÷Μ–η“Μ¥ΈΉΏΒΕΨΆΡή≥Β≥ω»Ϊ≤Ω¬ίΈΤΘ§Ι …ζ≤ζ¬ ΗΏΓΘ
2.œ≥¬ίΈΤ
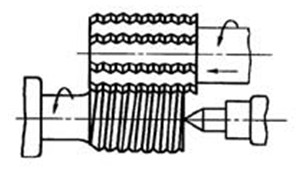
œ≥¬ίΈΤΒΡ…ζ≤ζ¬ ±»≥Β¬ίΈΤΗΏΘ§‘Ύ≥…≈ζΚΆ¥σΝΩ…ζ≤ζ÷–”Π”ΟΚήΙψΓΘœ≥¬ίΈΤ“ΜΑψ «‘ΎΉ®Ο≈ΒΡ¬ίΈΤœ≥¥≤…œΫχ––Θ§ΗυΨίΥυ”Οœ≥ΒΕΒΡΫαΙΙ≤ΜΆ§Θ§Ω…Ζ÷ΈΣ“‘œ¬ΝΫ÷÷ΖΫΖ®ΘΚ
1)≈Χ–Έ¬ίΈΤœ≥ΒΕœ≥œς
»γΆΦΥυ ΨΘ§ ’β÷÷Φ”ΙΛΖΫΖ®ΒΡΦ”ΙΛΨΪΕ»ΫœΒΆΘ§“ΜΑψ÷Μ ”Ύ¥÷Φ”ΙΛ≥Ώ¥γΫœ¥σΒΡ¥ΪΕ·¬ίΈΤΘ§ΕχΨΪΦ”ΙΛ–η≤…”Ο≥ΒœςΜρΡΞœςΓΘ
Θ≤) α–Έ¬ίΈΤœ≥ΒΕœ≥œς
»γΆΦΥυ ΨΘ§Φ”ΙΛ ±Θ§ΙΛΦΰ÷Μ–ηΉΣ“ΜΉΣΕύ“Μ–©Φ¥Ω…«–≥ω»Ϊ≤Ω¬ίΈΤΘ§Ι …ζ≤ζ¬ ΫœΗΏΘ§ ΒΪΦ”ΙΛΨΪΕ»ΫœΒΆΘ§“ΜΑψ”Ο”ΎΦ”ΙΛΕΧΕχ¬ίΨύ≤Μ¥σΒΡ»ΐΫ«–ΈΡΎΓΔΆβ¬ίΈΤΓΘ
3.ΡΞ¬ίΈΤ
¬ίΈΤΡΞœς“ΜΑψ‘Ύ¬ίΈΤΡΞ¥≤…œΫχ––Θ§≥Θ”Ο”Ύ¥ψ”≤¬ίΈΤΒΡΨΪΦ”ΙΛΘ§“‘±ψ–ό’ΐ»»¥Πάμ“ΐΤπΒΡ±δ–ΈΘ§ΧαΗΏΦ”ΙΛΨΪΕ»Θ§άΐ»γΥΩΉΕΓΔ¬ίΈΤΝΩΙφΓΔΙωΥΩ¬÷ΦΑΨΪΟή¥ΪΕ·¬ίΗΥ…œΒΡ¬ίΈΤΒ»ΓΘ¬ίΈΤ‘ΎΡΞœς«ΑΘ§“ΜΑψ”Π≤…”Ο≥ΒΓΔœ≥Β»ΖΫΖ®Ϋχ––¥÷Φ”ΙΛΘ§Ε‘–Γ≥Ώ¥γΒΡ¬ίΈΤΘ§“≤Ω…≤ΜΨ≠¥÷Φ”ΙΛΕχ÷±Ϋ”ΡΞ≥ωΓΘ ΡΞΆβ¬ίΈΤ ±Θ§ΗυΨίΥυ”ΟΒΡ…Α¬÷–ΈΉ¥≤ΜΆ§Θ§Ω…Ζ÷ΈΣΒΞœΏ…Α¬÷ΡΞœςΚΆ α–Έ…Α¬÷ΡΞœςΓΘ |

 ΆνΙΪΆχΑ≤±Η 34112402000282Κ≈
ΆνΙΪΆχΑ≤±Η 34112402000282Κ≈